« Reply #1 on: July 31, 2013, 12:39:02 PM »
This photo shows the final hone, but the bridge is still rough from the big Cratex wheel.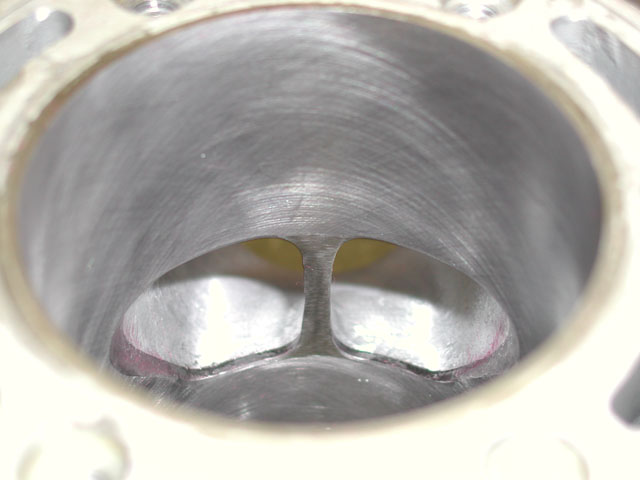 After some time (wearing a dust mask) using the fine Cratex the bridge is coming into it. Even when done it will show some 'tracks' if you will, but it is smooth. Very smooth. Notice that I've gone above the bridge (port window) and below it a little bit with the tool. This eases the transition to the bridge - if the ring must use it.
After some time (wearing a dust mask) using the fine Cratex the bridge is coming into it. Even when done it will show some 'tracks' if you will, but it is smooth. Very smooth. Notice that I've gone above the bridge (port window) and below it a little bit with the tool. This eases the transition to the bridge - if the ring must use it.
 With most of the bridge work done you can see its tracks. It's basically metal dust. There's barely a texture at all in that area. It's much smoother than OEM. You may also notice the exhaust port bevel at BDC. It is beveled where it needs to be. Further up the port in changes into a rolled edge. In fact, I don't know if you can really see that in any of the other photo's. The exhaust bridge also has rolled edges. The roundness to the corners of the exhaust bridge and the exhaust port outer edges is worth plenty of power. Don't forget this important area.
With most of the bridge work done you can see its tracks. It's basically metal dust. There's barely a texture at all in that area. It's much smoother than OEM. You may also notice the exhaust port bevel at BDC. It is beveled where it needs to be. Further up the port in changes into a rolled edge. In fact, I don't know if you can really see that in any of the other photo's. The exhaust bridge also has rolled edges. The roundness to the corners of the exhaust bridge and the exhaust port outer edges is worth plenty of power. Don't forget this important area.  Though I don't polish exhaust ports as a general rule, I do polish areas that always add power - the corners, roof and bridge walls for about 3/8" into the port. This helps the exhaust gasses leave the cylinder and is a bona fide speed secret.
Though I don't polish exhaust ports as a general rule, I do polish areas that always add power - the corners, roof and bridge walls for about 3/8" into the port. This helps the exhaust gasses leave the cylinder and is a bona fide speed secret. Here are a couple of drawing of good and not so good chamfers. The first one is of transfer ports - with mixture flowing out of them. The greatest amount of mixture will pass through a transfer port, in less time, with less interference with the tunnel itself and the piston if its contour is like the 'Best' picture.
Here are a couple of drawing of good and not so good chamfers. The first one is of transfer ports - with mixture flowing out of them. The greatest amount of mixture will pass through a transfer port, in less time, with less interference with the tunnel itself and the piston if its contour is like the 'Best' picture. The second drawing is of an exhaust port - with spent gasses flowing out of it. Notice the difference between a standard 'quickie' chamfer and a chamfer nicely blended into its wall and tunnel. There is a HUGE difference in flow between the two. Nicely chamfered ports 'act' like larger ports because of their free-flowing ability. These might seem like small things (and they are - heh), but attention to detail here pays big dividends. Expect more horsepower and torque due to port chamfers made like this.
The second drawing is of an exhaust port - with spent gasses flowing out of it. Notice the difference between a standard 'quickie' chamfer and a chamfer nicely blended into its wall and tunnel. There is a HUGE difference in flow between the two. Nicely chamfered ports 'act' like larger ports because of their free-flowing ability. These might seem like small things (and they are - heh), but attention to detail here pays big dividends. Expect more horsepower and torque due to port chamfers made like this.

Logged
Anyone looking for a great builder I highly recommend the following.
For CP products dealers I would recommend:
Arlan at LED(site sponsor), Pete Schemberger at Hybrid Engineering, Mat Shearer at Shearer Custom Pipes, Dennis Packard at Packard Racing, and Nate McCoy of McCoys Peformance.
Other great builders I also would recommend: Neil Prichard, Jerry Hall, Bubba Ramsey and James Dodge.


